Hallo wieder mal aus meiner Werkstatt! Heute zeige ich euch, wie man eine kubanische Cajinto in gediegener Mehreckform selbst herstellen kann. Als besonderes Special baue ich zwei verschieden große Cajintos, die sowohl aus unterschiedlichem Material gebaut sind als auch wirklich komplett unterschiedlich klingen. Baut ihr zwei oder sogar drei Cajintos, könnt ihr euch die Instrumente zu einem Set analog aus Quinto, Conga und Tumba zusammenstellen. Beim Bau einer Cajinto geht es um fortgeschrittene Techniken beim Zuschnitt und Handwerken, denn gerade Formatschnitt und Handhobeln sind echte Herausforderungen, die richtig Spaß machen!

- Vorüberlegungen zum Zuschnitt
- Zuschnitt der hölzernen Dauben
- Das eigene Logo als Schallloch
- Die furnierte Schlagplatte
- Anfasen oder abrunden?
- Der Sechseckkorpus wird mit der Schlagplatte verleimt
- Feinschliff, Lasern und Hartölauftrag
- Soundfiles
- Stück- und Werkzeugliste
- Benutzte(s) Werkzeug/Maschinen
Es geht also um die prinzipielle Darstellung des Korpusbaus und verschiedene Strategien, um ein formschönes und wohlklingendes Instrument zu erstellen. Quellen für unsere Materialien sind wieder der gut sortierte Holz-, Werkzeug- und Musikalienhändler lokal oder im Internet. Ohne Formatkreissäge kann ein Zuschnitt auch bei einem befreundeten Schreiner erfolgen. Eine Auflistung der benötigten Teile und Werkzeuge findet ihr im letzten Kapitel des Inhaltsverzeichnisses.
Den ersten Teil der Workshop-Reihe, bei dem es um den Bau eines Cajon geht, findet ihr hier.
Vorüberlegungen zum Zuschnitt
Im Gegensatz zum eher einfachen Zuschnitt der vier Korpusteile für ein Cajón gestaltet sich der Zuschnitt der Dauben (eigentlich: Längshölzer zur Fassherstellung) aus mehreren Gründen als wesentlich schwieriger: Erstens laufen die Dauben in Längsrichtung konisch zu und zweitens muss der Schnittwinkel von 30° exakt eingehalten werden, damit ein perfektes Sechseck entsteht.
An der Formatkreissäge beginnen wir den Zuschnitt der sechs Korpusteile. Oftmals haben Plattenwerkstoffe eine A/B-Sortierung, wir suchen uns also die schönere Sichtseite schon vor dem Schnitt aus. Ich verwende für die größere Cajinto (Tumba oder Low Cajinto) ein hochwertiges Multiplex – messerfurnierte Buche. Man sollte hier auf ein scharfes Sägeblatt mit mindestens 48 Zähnen oder mehr bei einem Blattdurchmesser von 315mm achten. Die Maße der drei Rechtecke sind inklusive Schnittzugabe 670x420mm.
Im Falle der kleineren Cajinto (Quinto oder High Cajinto) habe ich extra für diese Workshopserie ein günstiges und überall verfügbares Leimholz in Fichte genommen, es spricht aber auch nichts dagegen, Kiefer oder Buche zu nutzen. Wenn man sparsam schneidet, reicht eine handelsübliche Platte aus dem Baumarkt mit den Maßen 2000x300x18mm aus. Auch hier benötigen wir für den Anfang drei Rechtecke à 670x300mm.
Zuschnitt der hölzernen Dauben
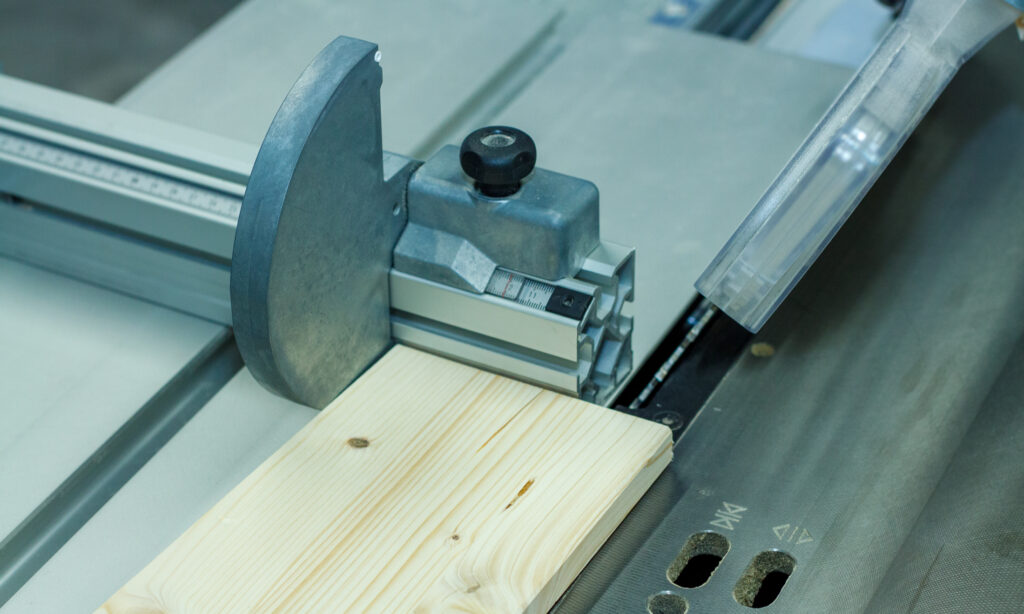
Hier beginnen nun die Herausforderungen an der Formatkreissäge. Ich stelle mein Sägeblatt mittels Digitalmessgerät auf genau 30° ein.

Den Formatanschlag ziehe ich 2,5° in meine Richtung, prüfe dabei genau mit einem Gradmesser, ob die Einstellung stimmt. Aus Sicherheitsgründen arbeite ich am liebsten mit einem sogenannten Niederhalter, der das Werkstück mit großer Kraft auf den Formatschlitten drückt.
Nun sägen wir knapp am Rand des Rechtecks ein schräges Stück ab und wiederholen den Schnitt in der Mitte des Rechtecks. So verfahren wir mit allen drei Rechtecken und erhalten sechs Trapeze. Da an einer Kreissäge das Sägeblatt nur in einer Richtung geneigt werden kann, stehen wir nun vor einem weiteren Problem: Wie können wir den abschließenden Schnitt bewerkstelligen, um eine konische Daube mit 30°-Schrägen zu erhalten? Neben der Möglichkeit, mit Schablonen zu hantieren, ist es an meiner Säge durchaus möglich, den Formatanschlag um negative 2,5° zu verstellen, sodass man den gegenläufigen Schnitt problemlos durchführen kann. Wir stellen nun den Anschlag 2,5° nach vorne von uns weg ein und richten den Anschlagreiter am Formatanschlag auf die Endbreite der Daube (190 bzw. 140mm) ein. Einen Niederhalter empfehle ich bei diesem Schnitt dringend!
Nach dem Formatieren mit dem Schiebeschlitten und Schneiden am Parallelanschlag liegen die sechs Holzdauben vor uns.


Bist du eher Anfänger im Holzhandwerk, solltest du jetzt einer der Dauben ein Schallloch verpassen. Ich nutze dafür eine Lochsäge mit Durchmesser 88mm und zeichne nach dem „goldenen Schnitt“ den Bohrmittelpunkt bei 670:3 =223mm ab Oberkante an. Ich selbst habe aber die Hand meines „Percussionista“-Logos in das Holz gefräst, dazu später mehr.
Wie auch beim Korpusbau des Cajón, verbinde ich die sechs Teile mit Buchenlamellos. Ich setze pro Seite genau drei Lamellofräsungen, insgesamt also 36 Stück. Eine stumpfe Verleimung ist natürlich ebenfalls möglich, jedoch sichern die Lamellos die Dauben gegen Verrutschen. Im Abstand von 50mm ab Ober- bzw. Unterkante und zusätzlich in der Mitte zeichnen wir auf die Werkstückunterseite die drei Markierungen für die Fräse an. Ich nutze Lamellodübel der Größe 0, die auch mit den relativ dünnen 12mm Korpusteilen benutzt werden können. Um den Cajintokorpus später abrunden oder mit einer Fase versehen zu können, sollten wir jetzt unbedingt darauf achten, die Dübel im unteren Drittel der Materialstärke einzufräsen.
Aufgepasst: Verwendet ihr dünneres Material wie 12mm Multiplex, müsst ihr zwingend eine Unterlage, zum Beispiel 6mm Sperrholz, unterlegen, und selbst beim 18mm Leimholz benötigt ihr die meist im Fräskoffer mitgelieferte rote Distanzplatte! Im Unterscheid zum Cajónbau müssen wir hier den Tisch der Lamellofräse auf 60° genau justieren, um die Lamellodübel in die 30°-Fase der Dauben zu setzen.



Nachdem alle sechs Dauben gefräst sind, empfehle ich unbedingt einen testweisen Zusammenbau ohne Leim. Erst wenn alle sechs Teile perfekt passen, leime ich die Lamellos ein und übe ordentlich Druck mit den Bandspannern aus und lasse den Cajintokorpus für mindestens 60min. trocknen. Für Verleimungen aller Art nutze ich seit Jahren erfolgreich PVAC-Leime mit der Norm D3, die eine elastische Leimfuge, transparente Trocknung und im Innenbereich eine gewisse Wasserbeständigkeit garantieren. Man könnte den austretenden Leim zwar sofort mit einem Tuch wegwischen, davon rate ich allerdings ab. Besser ist es meiner Meinung nach, mit einem Stechbeitel nach ca. 20min. die Leimreste sauber zu entfernen.





Das eigene Logo als Schallloch
Wer zuvor schon ein rundes Schallloch in eine der Dauben gebohrt hat, kann diesen Abschnitt überlesen und direkt zur furnierten Schlagplatte springen. Alle anderen Handwerker aufgehorcht: Ihr könnt in aufwändiger Handarbeit euer eigenes Logo als Schallloch in die Cajinto fräsen. Dazu sind einige Vorarbeiten notwendig, wenn ihr nicht über eine CNC-Maschine verfügt. Zuallererst braucht ihr ein ansprechendes Logo, welches ihr auf die passende Größe kopiert und ausdruckt. Der Ausdruck wird ausgeschnitten und mit Papierkleber auf eine Holzplatte geklebt.


Wenn ihr durch einen Innenschnitt an der Dekupiersäge das Logo ausgeschnitten habt, kann die entstandene Schablone mit dem Spindelschleifer oder per Hand exakt nachgearbeitet werden. Je genauer und sauberer die Schablone angefertigt wird, desto perfekter wird auch das spätere Logo in der Trommel gelingen.
Für den nächsten Arbeitsschritt benötigen wir eine Oberfräse, einen Spiralnutfräser und einen Kopierring. Die Größe des Kopierrings hängt maßgeblich von der engsten Stelle deines Logos ab. Ich habe für die große Cajinto einen Ring mit 13,8mm und für das kleinere Instrument einen Ring mit 10,8mm ausgewählt. Üblicherweise tastet ein Kopierring, der auch als Kopierhülse bezeichnet wird, unsere Schablone ab. Der in der Oberfräse eingespannte Fräser (8 bzw. 5mm) folgt somit dem Verlauf der Schablone. Er tut dies allerdings mit einem Versatz, der sich aus dem Durchmesser des Kopierringes und dem des Fräsers ergibt. Der Versatz errechnet sich wie folgt: (Durchmesser Kopierring – Durchmesser des Fräsers) / 2.
Berechnen wir mal für das Handlogo in der großen Cajinto den gerade eben beschriebenen Versatz: 670:3 =223mm. Man kann die Schablone am besten mit Zwingen an der Daube oder einfach von innen her mit Spaxschrauben befestigen, dabei schraube ich immer ein sogenanntes Opferbrett von unten fest, um Ausrisse zu verhindern.



In mehreren Durchgängen fräsen wir nun mit dem Kopierring und dem Spiralnutfräser das Logo aus. Vorsicht, jeder kleine Fräsfehler wird später leider deutlich zu sehen sein! Eventuelle Brandspuren können wir mit einem Spindelschleifer, Dremel oder per Handschliff entfernen.
Die furnierte Schlagplatte
Die Schlagplatte kommt als nächstes an die Reihe. Sie wird aus mehrfach gesperrtem Flugzeugsperrholz mit 2,5/3mm (HIGH/LOW) Dicke hergestellt. Dieses Sperrholz sollte mindestens 5-7 Schichten Birkenfurnier aufweisen, nicht die üblichen 3 Schichten, was sich erheblich auf den Klang und die Haltbarkeit des Instruments auswirken würde. Für die große Cajinto benötigen wir ein Quadrat mit 400x400mm, für die kleinere ein Quadrat mit 300x300mm.




Jetzt ist der geeignete Zeitpunkt, um das bunte Edelholzfurnier auf die Flugzeugsperrholzplatte zu pressen. Mit einem Pinsel wird genügend Leim auf die Platte aufgetragen und dieser mit dem Zahnspachtel verteilt. Grundregel hierbei: Bei zu wenig Leim splittert das Furnier später beim Abrundfräsen, zu viel Leim hingegen führt zu dem gefürchteten Leimdurchschlag auf unserer schönen Sichtseite. Das Furnier wird auf die Platte mit Druck gestrichen, mit der Unterseite nach oben in eine selbst gebaute Presse aus starren Küchenarbeitsplatten gelegt und mit vielen Zwingen einem hohen Druck über ein paar Stunden ausgesetzt.
Anfasen oder abrunden?
Ich zeige heute zwei unterschiedliche Techniken, um die entstandenen scharfen Leimkanten an den Instrumenten zu entfernen.
Da die größere Cajinto aus Multiplex besteht, ist ein Hobeln mit der Hand nicht ohne weiteres möglich. Ich habe mich deshalb für das Anfasen mit dem Abrichthobel entscheiden. Wir stellen den seitlichen Anschlag auf exakt 90° ein, ziehen die Abdeckung der Hobelwelle so weit wie nötig zurück (Vorsicht!) und schieben die Cajinto gleichmäßig mit jeder der sechs Leimkanten mehrmals über die Abrichte. Die Hobeltiefe sollte dabei nicht mehr als 0,5mm pro Hobelgang betragen.

Im Falle der hölzernen kleineren Cajinto werden wir mit einem Putzhobel die Kanten brechen und abrunden. Dazu muss das Hobeleisen, beispielsweise auf japanischen Wassersteinen oder auch einer Nass-/Trockenschleifmaschine, sehr scharf geschliffen werden, worauf ich aber im Rahmen dieses Workshops nicht näher eingehen möchte.


Wir spannen den Korpus an der Werkbank fest und hobeln in sauberen Zügen alle sechs Kanten rund. Dabei entstandene Ausrisse können wir danach mit einer farblich passenden Holzpaste auskitten.



Schräges Holz macht immer mehr Arbeit
Bevor wir später die Schlagplatte aufleimen können, zwingt uns der konische Verlauf der Dauben dazu, die obere Öffnung der Trommel bündig zu schleifen. Auch hier ist wieder Handarbeit angesagt: Auf einem selbst gebauten Schleifbrett wird die Cajinto bündig geschliffen, bis kein Licht mehr durch ein aufgesetztes Haarlineal fällt. Das kann allerdings eine ganze Zeitlang dauern!


Der Sechseckkorpus wird mit der Schlagplatte verleimt
Jetzt steht einer der wichtigsten Arbeitsschritte an: die Verleimung des Korpus mit der Schlagplatte. Hierbei ist unbedingt auf exakte Bündigkeit der Formteile und eine angemessene Presswirkung zu achten, damit das Instrument später auch volltönend klingt! Es sollte so viel Leim aufgetragen werden, dass beim Pressen kleine Leimkügelchen austreten und alle Fugen geschlossen sind. Bereits vor dem Verleimen haben wir vorbereitet: sechs Tempergusszwingen mit mindestens 800mm Spannweite und zwei quadratische Multiplex-Platten mit 400mm Seitenmaß und 21mm Dicke. Ohne diese beiden Platten ist es ungemein schwer, einen konisch zulaufenden Trommelkorpus zu verleimen.
Die Sperrholzplatte darf beim Verleimen nicht verrutschen und sollte mindestens für 60min. ordentlich verpresst bleiben. Auch hier sollten die Leimreste mit einem Stechbeitel nach ca. 20min. sauber entfernt werden.



Nach der vollständigen Trocknung fräsen wir mit einem Abrundfräser R6 die Überstände weg und erhalten ein einfaches, aber bereits formschönes Instrument. Auch die Unterseite kann mit einem Abrundfräser, z.B. R8, abgerundet werden.

Jetzt nur noch die Schraubenlöcher für die Gummifüße markieren: Die Schraubenlöcher werden in der Hälfte der Daubenbreite bei jeder zweiten Daube angezeichnet, danach stechen wir mit der Ahle an und bohren mit einem 2mm Bohrer vor.
Feinschliff, Lasern und Hartölauftrag
Wie auch im Möbelbau, schleifen wir das Instrument aus Multiplex mit einem Exzenterschleifer und Korn 120 bzw. 180 (bzw. Korn 80/120/120 beim Leimholz) fein, dabei werden die gerundeten Kanten der kleineren Cajinto besonders handschmeichlerisch geschliffen.


Vor dem ersten Ölauftrag entferne ich den Staub penibel und brenne mein Logo mit einem 3W-Laser in eine der Dauben.

Danach können wir das hochwertige Hartwachsöl mit einem gelben Haushaltsschwamm dünn auftragen. Die Überstände werden wie üblich nach wenigen Minuten entfernt, Schwamm und Tücher sollten gewässert und entsorgt werden.

Nach dem Zwischenschliff mit Korn 320 tragen wir ein zweites (optional: drittes) Mal eine dünne Hartwachsölschicht auf. Das Hartwachsöl trocknet seidenmatt, feuert die Maserung der Buchenplatte sowie des Furniers ordentlich an und erlaubt uns, spätere Reparaturen möglichst einfach durchzuführen. Abschließend werden die drei Gummifüße mittels der 4x16mm Spaxschrauben befestigt. Dann heißt es nur noch: come & drum!

Und so klingen die beiden Trommeln:
Stück- und Werkzeugliste
- Schlagplatte:
- Low Cajinto
- 1 St. Flugzeugsperrholz 400x400x3mm
- High Cajonito
- 1 St. Flugzeugsperrholz 300x300x2,5mm
- Korpus:
- Low Cajinto
- Buche Multiplex, 12mm
- 6 Dauben, konisch von 190mm auf 134mm zulaufend
- High Cajinto
- Leimholz Fichte/Kiefer, Platte 2000x300x18mm
- 6 Dauben, konisch von 140mm auf 82mm zulaufend
- SaRaiFo Fineline Furnier, 0,6mm stark
- 18 Lamellodübel, Größe 0
- PVAC-Holzleim, D3
- 3 St. Gummifüße, 20x9mm
- 3 St. Spaxschrauben 4x16mm
- Holzpaste Fichte bzw. Buche
- Hartwachsöl, farblos

Benutzte(s) Werkzeug/Maschinen
- Formatkreissäge
- Lamellofräse
- Standbohrmaschine
- Akkuschrauber
- Ahle
- Schraubendreher PZ2
- Frästisch mit Oberfräse
- Logo einfräsen: Oberfräse, Kopierring (10,8 o. 13,8mm), Spiralnutfräser 5 o. 8mm
- Schalloch bohren: Bi-Metall-Lochsäge 88mm, Fächerschleifer
- Abrundfräser R6/R8
- Exzenterschleifer
- Schleifmittel P120/P180/P320
- Steifes Schleifbrett 400x600mm mit aufgeklebtem Schleifpapier P60
- div. Holzbohrer
- Abrichthobel, mind. 300mm Breite (LOW)
- Putzhobel, 48mm (HIGH)
- Japanische Wassersteine o. Schärfmaschine
- Dremel
- 3 BESSEY Bandspanner mit jeweils 6 Ecken (alternativ: Spanngurte)
- Korpuszwingen, mind. 800mm
- Zahnspachtel
- Japanspachtel
- Stechbeitel
- 2 St. Zulagenbretter 400x400mm mind. 21mm Multiplex
- Zeitaufwand (ohne Trockenzeiten): ca. 10-14 Stunden


